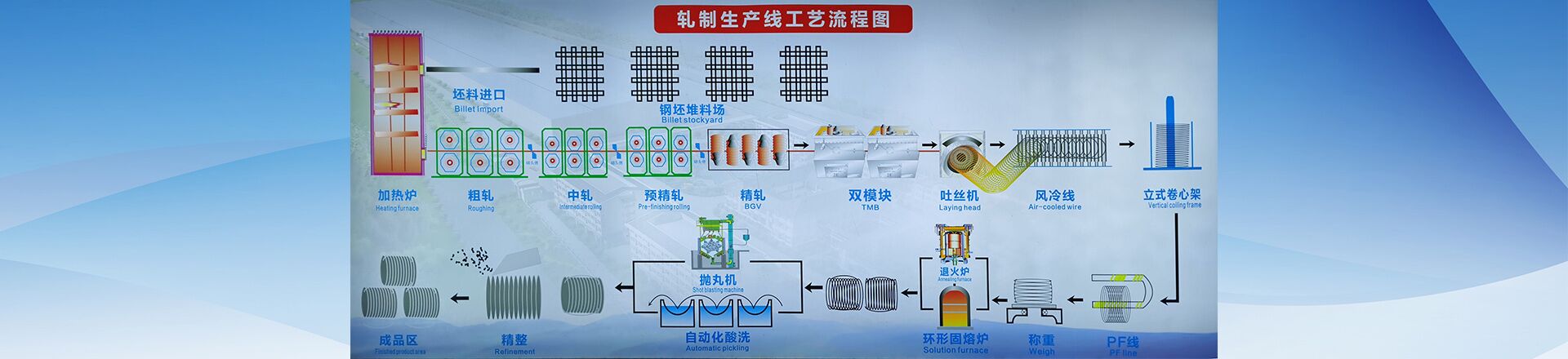
登蔚国际产品中心
沉淀硬化钢
耐腐蚀钢材,棒料,线材,锻件,环状件,热压件, 15Cr-4.5Ni-0.30Cb-3.5Cu可消耗电极熔炼,固溶热处理,沉淀硬化
产品详情
航空材料规范AMS 5659k
耐腐蚀钢材,棒料,线材,锻件,环状件,热压件,
15Cr-4.5Ni-0.30Cb-3.5Cu可消耗电极熔炼,固溶热处理,沉淀硬化
1.范围: 1.1 形式:
本规范包括耐腐蚀钢棒料、线材、锻件、闪光对焊环状件、热压件和锻件、闪光对焊环状件、冲模的原材料。 1.2应用:
这些产品主要用于抗腐蚀,在316℃以上具有高的强度,具有好的塑性并且在横截面积较大的零件上,横向具有高的强度。
1.2.1零件的设计和工艺可能导致零件容易产生应力腐蚀裂纹:ARP1110里的条款可以减少这些情况的发生。 1.3分类
本规范中的零件可以按照以下方法来分类:
1类-在重熔过程中在真空可消耗电极中多次熔炼的钢 2类-在精炼过程中经多次电渣熔炼的钢
1.3.1除非指定特殊的类型,可以采用以上中的任意一种。 2.参考文献
以下出版物可以作为参考文献的一部分,可以采用SAE最近的出版物,其它的出版物在定单日起生效。 2.1SAE出版物
可以从SAE,400Commonwealth Drive,Warrendale,PA 15096-0001获得。 AMS 2241 公差,耐热耐腐蚀钢,铁合金,钛,钛合金棒料和线材 AMS 2241 公差,公制,耐热耐腐蚀钢,铁合金,钛,钛合金棒料和线材 AMS 2248 化学检验分析要求,精炼耐热耐腐蚀钢和合金,马氏体时效钢和其它高合金钢,铁合金
AMS 2300 优质航空质量钢清洗,磁粉探伤检测程序
AMS 2300优质航空质量钢清洗,磁粉探伤检测程序,公制(SI)计量 AMS 2315 Delta 铁素体含量
AMS 2371 质量保证取样和测试,耐热耐腐蚀钢和合金,精炼产品和锻坯 AMS 2374 质量保证取样和测试,耐热耐腐蚀钢和合金,锻件 AMS 2750 高温测量技术
AMS 2806 鉴别,棒料,线材,机械管材,热压件,碳钢和合金钢,耐热耐腐蚀钢和合金
AMS 2808 鉴别,锻件
AMS 7490 环状件,闪光焊接,耐热耐腐蚀奥氏体钢和奥氏体型铁、镍或钴合金或沉淀硬化合金
ARP 1110 精炼钢件最低应力腐蚀开裂,耐热耐腐蚀钢和合金 2.2ASTM出版物
可以从ASTM,100Barr Harbor Drive,West Conshohocken,PA 19428-2959。 ASTM A370 钢件的机械性能测试
ASTM A604 可消耗电极重熔钢棒料和钢坯的宏观腐蚀
ASTM E353 不锈钢、耐热钢、马氏体时效钢和其它类似的Cr-Ni-Fe合金的化学分析 3.技术要求 3.1成分
应按照表1的重量百分比,由湿式化学法按照ASTM E353测定。或采用光谱化学法或其它客户可接受的方法。
表1 -成分
元素 最低 最高
碳 -- 0.07 锰 -- 1.00 硅 -- 1.00 磷 -- 0.030 硫 -- 0.015 铬 14.00 15.50 镍 3.50 5.50 铌 5xC 0.45 铜 2.50 4.50 钼 -- 0.50 钽 -- 0.05
3.1.1检测分析:成分变化满足AMS 2248的要求。 3.2 熔炼
对于1类产品应在真空可消耗电极中多次熔炼,2类在精炼循环中熔炼。 3.3状态:
产品应以以下状态提供:
3.3.1 棒料,线材,锻件和闪光焊接环;
3.3.1.1修整:固溶热处理,车削,中心磨加工,或中心磨加工加抛光。 3.3.1.2六边形:固溶热处理,冷拔,去除氧化皮。
3.3.1.3正方形件或扁平件:热精修,固溶热处理,去除氧化皮。 3.3.1.4线材和锻件:固溶热处理,去除氧化皮
3.3.1.5闪光焊接环:固溶热处理并去除氧化皮,除非客户零件图纸中有要求,零件不应是闪光焊接环。环应按照AMS 7490生产。 3.3.2热压件:固溶热处理,校直,去除氧化皮。
3.3.3锻件、闪光焊接环、热压件的原材料:按生产厂家要求。 3.4热处理:
棒料、线材、锻件,闪光焊接环,热压件应加热到1038℃±14进行固溶热处理,保温时间根据横截面厚度,加热设备,采用的程序而定,但不低于30min,冷到32℃以下,高温测量应按照AMS 2750。 3.5性能
产品应符合以下性能:拉伸和硬度测试按照ASTM A370执行。
3.5.1 显微组织:肉眼观察棒料、钢坯、锻坯、闪光焊接环,热压件的整个横截面,按照ASTM A604用热盐酸腐蚀,面积为232cm2的零件,应无缩孔和裂纹。孔隙、偏析、夹杂和其它缺陷。面积小于此的应不差于ASTM A604 表2的要求。
表2 宏观组织要求
类别 状态 等级
1 斑点 A 2 白点 A 3 径向偏析 A 4 环状物 B
3.5.1.2显微组织;产品自由铁素体不应大于2%,按照AMS2315的方法测定。
3.5.2棒料、线材、锻件,闪光焊接环,热压件: 3.5.2.1固溶热处理:
3.5.2.1.1 抗拉强度:线材拉伸强度不应高于1207Mpa。 3.5.2.1.2 硬度:
3.5.2.1.2.1棒料:不高于363HB,在1/2半径和1/4厚度处。 3.5.2.1.2.2锻件,闪光焊接环,热压件:不高于363HB(见8.2)。 3.5.2.2沉淀处理后;沉淀热处理产品,公称直径或最大横截面积小于等于305mm,按照表3中的温度和时间进行沉淀热处理,处理后的特殊的 状态应具有3.5.2.2.1和3.5.2.2.2中的性能。只有H900沉淀热处理状态才能做抗拉强度和硬度试验,除非定单有规定。
表3-沉淀热处理参数
状态 温度 时间
H900 482℃±6 1h±0.1
H925 496℃±6 4h±0.3 H1025 552℃±6 4h±0.3
H1075 579℃±6 4h±0.3 H1100 593℃±6 4h±0.3 H1150 621℃±6 4h±0.3
3.5.2.2.1抗拉性能见表4。
表4B-最低抗拉性能,公制
状态 样品方向 拉伸强度 屈服强0.2%的偏移量 50.8mm的延伸率或4D 面积减小
(Mpa) (Mpa) % %
H900 垂直 1310 1172 10 35 横向 1310 1172 6 20 H925 垂直 1172 1069 10 38
横向 1172 1069 7 25
H1025 垂直 1069 1000 12 45
横向 1069 1000 8 32
H1075 垂直 1000 862 13 45
横向 1000 862 9 33
H1100 垂直 965 793 14 45
横向 965 793 10 34
H1150 垂直 931 724 16 50
横向 931 724 11 35
3.5.2.2.1.1 纵向拉伸性能要求从棒料、线材、热压件轴向取样,锻件的取样在测试范围的部位轴线方向同平行于锻件晶粒流线方向范围不超过15°,闪光焊接圆周方向取样。
3.5.2.2.1.2横向拉伸性能要求从垂直于棒料、热压件横向取样,锻件的取样在测试范围的部位轴线方向同垂直于锻件晶粒流线方向范围不超过15°,闪光电焊环从半径方向或轴线方向取样。
3.5.2.2.1.3横向拉伸性能适用于不大于63.5mm长,横截面积为12.7mm×12.7mm的产品。
3.5.2.2.1.4横向检验的样品不需要纵向检验。
3.5.2.2.2对应的沉淀热处理状态硬度的应该在表5的范围内,见8.2。如果硬度不合格,而在同一个样品上进行的拉伸性能符合表4的要求,则不应拒收。
表5-硬度范围
状态 硬度,HB
H900 388-444 H925 375-429 H1025 331-401 H1075 311-375 H1100 302-363 H1150 277-352
3.5.3锻坯:当原材料被锻造成检验样品,并按照3.4和3.5.2.2进行热处理,从此处得到的试样应符合3.5.2.2.1和3.5.2.2.2的要求。如果原材料按照3.4和3.5.2.2热处理后取得的样品符合3.5.2.2.1和3.5.2.2.2的要求,试验应等同于锻造试样的检验。
3.5.4闪光焊接环或热压件原料:原材料样品按照3.4和3.5.2.2热处理后应符合3.5.2.2.1和3.5.2.2.2。 3.6质量:
产品在质量和状态上应该均一,没有外部夹杂物质和尺寸缺陷。 3.6.1钢应该为航空质量钢,符合AMS2300,MAM2300。
3.6.2模锻的晶粒流向,除了包括飞边末端晶粒的区域,锻件的总轮廓不应有重新生成的晶粒流向。
3.7公差:棒料和线材的公差应符合AMS2241或MAM2241。 4.质量保证条款 4.1检查责任
产品供货方应该提供所有需要的样品进行检验并负责进行所有要求的检验。买方有权进行抽样并进行任何需要的检测以保证产品符合指定的要求。 4.2检测类别
4.2.1接收检验:以下要求为接收检验,应每炉或每批执行: 4.2.1.1每炉的成分(3.1)和显微组织评级(3.5.1.1)。 4.2.1.2线材固溶热处理后的拉伸性能(3.5.2.1.1)。
4.2.1.3棒料、锻件、闪光电焊环、热压件的固溶热处理后的硬度(3.5.2.1.2) 4.2.1.4沉淀热处理棒料、线材、锻件、闪光电焊环、热压件的拉伸性能(3.5.2.2.1)和硬度(3.5.2.2.2)。
4.2.1.5棒料和线材的公差(3.7)
4.2.2定期检验:以下要求为定期检验,除非买方指定应按照供货方确定的频率执行。
4.2.2.1显微组织(3.5.1.2)
4.2.2.2锻坯(3.5.3)和闪光焊接环或热压件(3.5.4)能达到需要的性能的能力。 4.2.2.3频率-强度清洁度评级(3.6.1) 4.3应按照以下进行抽样和检验:
4.3.1棒料、线材、闪光电焊环、热压件和锻件、闪光电焊环、热压件的原料:按照AMS2371。4.3.2锻件:按照AMS2374。 4.4报告:
4.4.1棒料、线材、锻件、闪光电焊环、热压件的供货方在发货时应附一张报告表明固溶热处理、沉淀热处理状态(按照要求)每炉的化学成分;每批的拉伸性能、硬度结果(如果需要),并且注明产品符合其它的技术要求。报告应包括订单号、批次号、AMS5659J,熔炼采用的类型、尺寸、质量。如果供应锻件,还应包括零件号、尺寸和熔炼原料。
4.4.2锻件、闪光电焊环、热压件原料的供货方在发货时应附一张报告表明每炉的化学成分,频率-强度清洁度评级(如果进行了此工作)。报告应包括订单号、炉号、AMS5659J、尺寸和质量。 4.5按照以下进行重新抽样和重新检验
4.5.1棒料、线材、闪光电焊环、热压件和锻件、闪光电焊环、热压件的原料:按照AMS2371。
4.5.2锻件:按照AMS2374。 5.准备发运
5.1尺寸:除了要求精确的长度和复合长度外,校直棒料和线材的轧制长度在1.8-6.1m是可以接受的,但是每次发运长度小于3m的不应多于10%。 5.2按如下进行鉴定
5.2.1棒料、线材和热压件:按照AMS2806。 5.2.2锻件:按照AMS2808。
5.2.3闪光电焊缓和锻件、闪光电焊环、热压件的原料:由供货方和买方共同决定。
5.3包装:产品应按照关于处理、包装、运输的商业惯例和规则条例进行发运,确保安全运送。
6.确认:供货方应在报价单和确认订单时提及规范号和版本号。 7.拒收:产品不符合本规范或由买方授权的更改就应该拒收。 8.注释:
8.1左边的修改条(L)方便使用者找到技术修改处(非编辑性修改),(R)符号表示本规范版本的修改。
8.2金属的硬度转换表见ASTME140。 8.3AMS里的术语在ARP1917里列出。
8.4尺寸、性能、温度优先采用英寸、磅、华氏度,国际标准单位供参考。 8.5文献不限于以下几个:AMS5659J;产品的形式、尺寸和零件号;产品质量。
产品规格

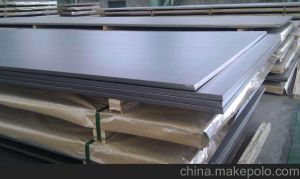
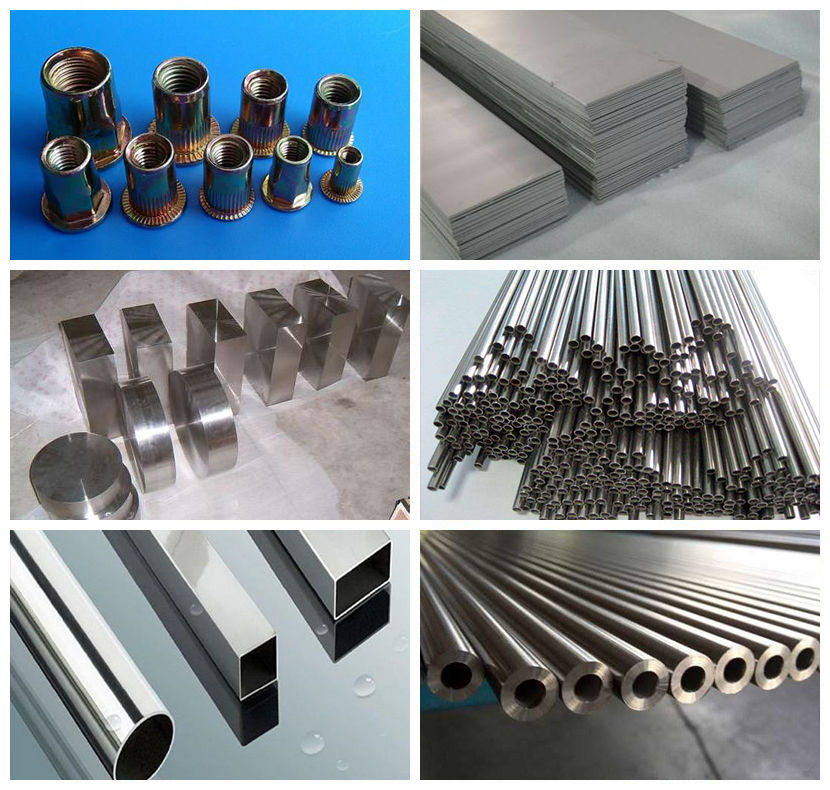
产品展示
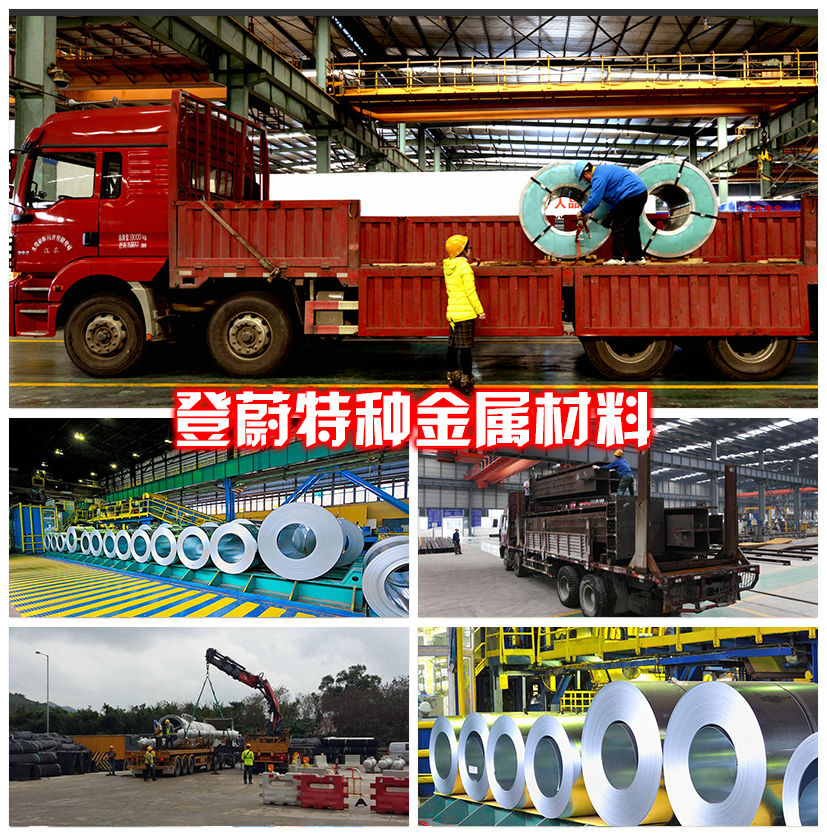
仓库展示

物流运输
应用领域
合作厂商

我们保证
我们的优势

Copyright © 2017. 登蔚国际 版权所有 沪ICP备17022952号-1

